- 12 juillet 2018
- | 9 min. temps de lecture
Que faire en cas de varnish?
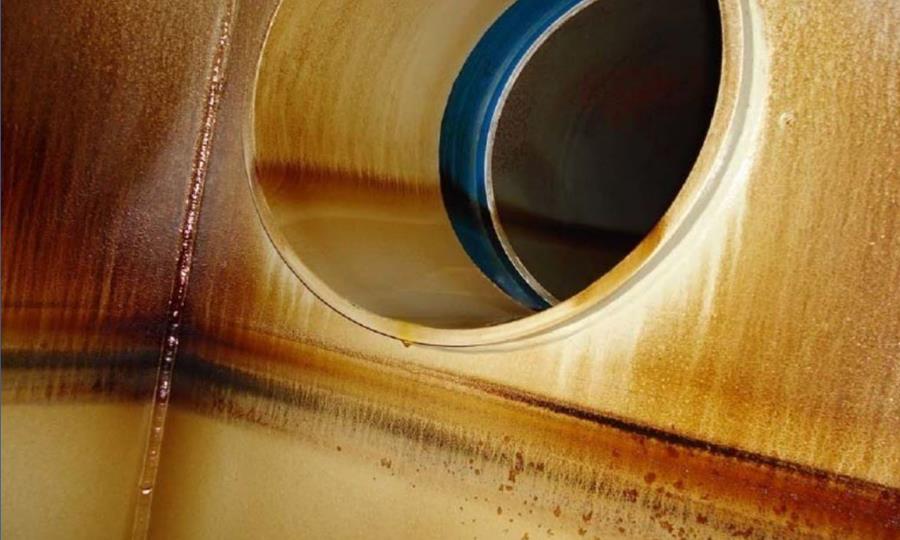
Varnish: un phénomène autrefois inconnu, mais aujourd’hui un gros souci pour de nombreux utilisateurs d’installations hydrauliques, de compresseurs & de turbines. Il s’agit d’une couche poisseuse brun-noir se déposant sur les éléments d’installation et altérant ainsi leur fiabilité et leur précision. Des recherches ont entre-temps révélé les causes et constitué la base du développement d’une unité de filtration intégrant un filtre en profondeur comme un filtre ionique. Cela n’empêche certes pas l’apparition des particules causant le varnish, mais permet d’atteindre un équilibre maîtrisable.
Désolé, il s'agit d'un article premium.
Cet article est exclusivement disponible pour les abonnés de Dobbit. Abonnez-vous maintenant et accédez à tout les articles.
Découvrez nos formules d'abonnement


